精密鍛造プロセス


| 製品名: | 精密鍛造プロセス |
| キーワード: | |
| 業界: | 冶金鉱物 - 鉱業 |
| 工芸品: | - |
| 素材: |
加工メーカー
- 同様の製品を提供する 53 メーカーがあります
- この処理技術を提供する 184 メーカーが存在します
- この材料加工サービスを提供する 82 メーカーがあります。
- この業界では加工サービスを提供する 162 メーカーが存在します
製品詳細
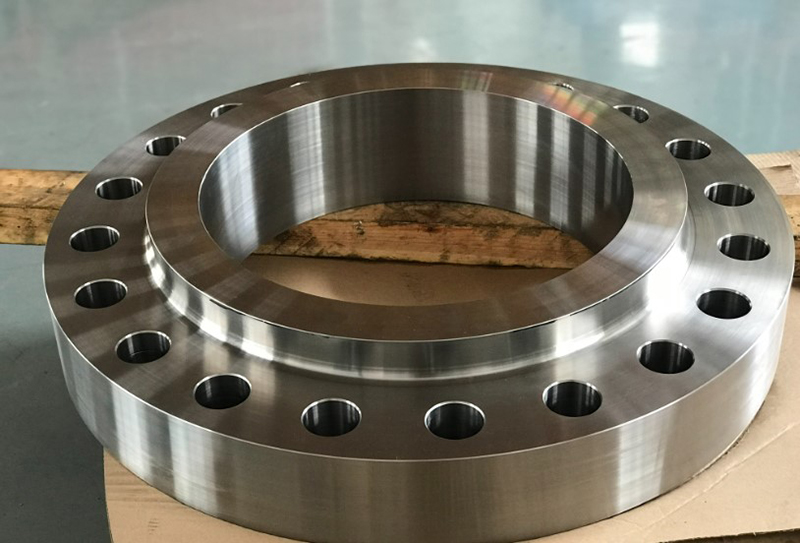
精密鍛造は、従来の鍛造と比較して、より高い寸法精度と材料利用率を追求します。6インチフランジを例にとると、プロセスは通常、以下のステップで構成されます。
材料準備:高品質の鋼片(炭素鋼、ステンレス鋼、ハステロイなど)を選択し、フランジの使用環境(高温、高圧など)に応じて適切な材料を選択し、強度と耐食性を確保します。
加熱:ビレットを約1150℃まで加熱し、塑性を高め、変形抵抗を低減します。加熱温度は厳密に管理し、過熱やスケールの生成を避ける必要があります。
多段鍛造:
据え込み:スケールを除去し、初期成形を行います。ビレットのアスペクト比を1.5〜2.5に制御し、安定した位置決めを確保します。
予備鍛造:開放金型を使用して初期成形を行い、金属材料を分配し、最終鍛造時に充填不足やバリの過剰発生を回避します。
最終鍛造:閉鎖金型を使用して精密鍛造を行い、加工代はわずか1〜2mmとし、その後の機械加工量を削減します。
穴あけとトリミング:貫通穴(6インチフランジの中央の穴など)を打ち抜き、余分なフラッシュを除去します。
冷却と熱処理:冷却速度を制御し(空冷またはピット冷却など)、焼入れ、焼き戻しなどの熱処理により、機械的特性を向上させます。
表面処理と検査:サンドブラスト、酸洗いにより表面品質を確保し、寸法、硬度、欠陥(気孔、亀裂など)を厳密に検査します。
前の記事 : 合金鋼フランジの利点
次の記事 : 鍛造フランジの製造プロセス詳細
類似製品
詳細
軸流ファンケーシングの加工に使用される加工技術
- 工芸品 : 板金 - 溶接
- 素材 : 炭素鋼

炭素鋼製固定アンカープレートの機械加工プロセス分析
- 工芸品 : 機械加工 - CNCフライス加工またはフライス加工
- 素材 : 炭素鋼

厚肉フランジの旋盤・フライス複合加工と探傷検査
- 工芸品 : 機械加工 - 旋削とフライス加工
- 素材 : 合金鋼

ドリルスタビライザーの石油掘削プラットフォームへの応用
- 工芸品 : 機械加工 - 5軸加工
- 素材 : 合金鋼

建築工事用S355JR溶接H形鋼のカスタム製造
- 工芸品 : 板金 - 溶接
- 素材 : 炭素鋼

建築用途向けU形鋼の高精度機械加工
- 工芸品 : スタンピング - 通常のスタンピング
- 素材 : アルミニウム

コーンクラッシャー破砕壁
- 工芸品 : -
- 素材 :

革新的なスカイビングフィン技術:高密度放熱技術のボトルネックを打破
- 工芸品 : 表面処理 - 他の
- 素材 : 合金鋼
その他の製品
詳細軸流ファンケーシングの加工に使用される加工技術
- 工芸品 : 板金 - 溶接
- 素材 : 炭素鋼
炭素鋼製固定アンカープレートの機械加工プロセス分析
- 工芸品 : 機械加工 - CNCフライス加工またはフライス加工
- 素材 : 炭素鋼
厚肉フランジの旋盤・フライス複合加工と探傷検査
- 工芸品 : 機械加工 - 旋削とフライス加工
- 素材 : 合金鋼
ドリルスタビライザーの石油掘削プラットフォームへの応用
- 工芸品 : 機械加工 - 5軸加工
- 素材 : 合金鋼
建築工事用S355JR溶接H形鋼のカスタム製造
- 工芸品 : 板金 - 溶接
- 素材 : 炭素鋼
建築用途向けU形鋼の高精度機械加工
- 工芸品 : スタンピング - 通常のスタンピング
- 素材 : アルミニウム
コーンクラッシャー破砕壁
- 工芸品 : -
- 素材 :
革新的なスカイビングフィン技術:高密度放熱技術のボトルネックを打破
- 工芸品 : 表面処理 - 他の
- 素材 : 合金鋼