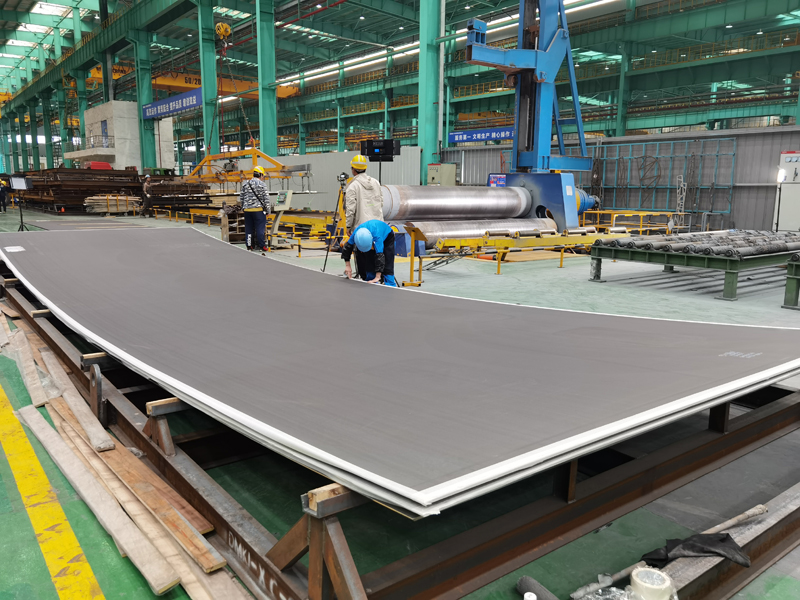
原子力発電蒸気発生器タンクプレート材料

| 製品名: | 原子力発電蒸気発生器タンクプレート材料 |
| キーワード: | 原子力発電蒸気発生器タンクプレート材料 |
| 業界: | 石油、ガス、化学産業 - 石油・ガス産業 |
| 工芸品: | 板金 - あらゆる種類の切断 |
| 素材: | 合金鋼 |
加工メーカー
- 同様の製品を提供する 31 メーカーがあります
- この処理技術を提供する 145 メーカーが存在します
- この材料加工サービスを提供する 95 メーカーがあります。
- この業界では加工サービスを提供する 110 メーカーが存在します
製品詳細
材料特性と選定
主流はSA533 Gr. B Cl. 2低合金鋼または20MnD5特殊鋼を採用。降伏強度≥450MPa、-40℃衝撃エネルギー≥56J。焼入れ+焼戻しプロセスによりベイナイト組織を形成し、延性脆性遷移温度を-73℃未満に抑え、P、S含有量を≤0.008%に厳格に制御して照射脆化リスクを低減。
製造と検査の要件
ASME BPVC III巻の規格に準拠する必要があり、胴体鍛造品は100%UT探傷(感度φ1.6mm)を実施し、J係数試験(目標値≤120)および粒界腐食試験(ASTM G28 Method A)を実施。溶接は低水素プロセスを採用し、層間温度を150℃以下に厳格に制御。
前の記事 : タンク板UT探傷検査基準
次の記事 : 缶板のプレストレッチによる残留応力
類似製品
詳細
軸流ファンケーシングの加工に使用される加工技術
- 工芸品 : 板金 - 溶接
- 素材 : 炭素鋼

厚肉フランジの旋盤・フライス複合加工と探傷検査
- 工芸品 : 機械加工 - 旋削とフライス加工
- 素材 : 合金鋼

炭素鋼製固定アンカープレートの機械加工プロセス分析
- 工芸品 : 機械加工 - CNCフライス加工またはフライス加工
- 素材 : 炭素鋼

ドリルスタビライザーの石油掘削プラットフォームへの応用
- 工芸品 : 機械加工 - 5軸加工
- 素材 : 合金鋼

建築工事用S355JR溶接H形鋼のカスタム製造
- 工芸品 : 板金 - 溶接
- 素材 : 炭素鋼

建築用途向けU形鋼の高精度機械加工
- 工芸品 : スタンピング - 通常のスタンピング
- 素材 : アルミニウム

コーンクラッシャー破砕壁
- 工芸品 : -
- 素材 :

革新的なスカイビングフィン技術:高密度放熱技術のボトルネックを打破
- 工芸品 : 表面処理 - 他の
- 素材 : 合金鋼
その他の製品
詳細軸流ファンケーシングの加工に使用される加工技術
- 工芸品 : 板金 - 溶接
- 素材 : 炭素鋼
厚肉フランジの旋盤・フライス複合加工と探傷検査
- 工芸品 : 機械加工 - 旋削とフライス加工
- 素材 : 合金鋼
炭素鋼製固定アンカープレートの機械加工プロセス分析
- 工芸品 : 機械加工 - CNCフライス加工またはフライス加工
- 素材 : 炭素鋼
ドリルスタビライザーの石油掘削プラットフォームへの応用
- 工芸品 : 機械加工 - 5軸加工
- 素材 : 合金鋼
建築工事用S355JR溶接H形鋼のカスタム製造
- 工芸品 : 板金 - 溶接
- 素材 : 炭素鋼
建築用途向けU形鋼の高精度機械加工
- 工芸品 : スタンピング - 通常のスタンピング
- 素材 : アルミニウム
コーンクラッシャー破砕壁
- 工芸品 : -
- 素材 :
革新的なスカイビングフィン技術:高密度放熱技術のボトルネックを打破
- 工芸品 : 表面処理 - 他の
- 素材 : 合金鋼